
INDIAN TEACHER'S DAY



In India, 5th September is celebrated as Teachers' day as a mark of tribute to the contributions made by teachers to the society. As you all know, September 5th is the birthday of Dr. Sarvapalli Radhakrishnan, who was the President of India. He was a staunch believer of education, a well-known diplomat, scholar, and above all a great teacher.
In 1962, when Dr. Radhakrishnan became the President of India, some of his students approached and requested him to allow them to celebrate 5th September, his "birthday". But, Dr.Radhakrishnan’s reply was, "instead of celebrating my birthday separately, it would be my proud privilege if September 5th is observed as Teachers' day". The request showed Dr.Radhakrishnan's love and passion for the teaching profession. From then onwards, the day has been observed as Teachers' Day in India.
No wonder one of the prayers before the teaching session used to be like this:

"May God protect us both, the teacher and the taught,
May He be pleased with us,
May we acquire strength,
May our study bring us illumination,
May there be no enmity between us."
We teachers, can tell you - we have been molded by our teachers!
The impact they created was so great!
It is all so important because, the way we teach, the way we behave, the way we interact with the students are as important as the content we teach!
So keeping all this in mind, let us look forward to that special day!
**********************


Surya's AGARAM FOUNDATION

CONTACT
Agaram Foundation
29,Vijay Enclave Krishna Street,
T.Nagar, Chennai - 600 017
Tamil Nadu, India.
Telephone : +91 44 4350 6361
Mobile : +91 98418 91000
Email : info@agaram.in

Video - Business with Waste Paper
How do you put a price tag on the environment? The ongoing oil fiasco in the gulf serves to highlight our need for sustainability into the future. Beyond this immediate problem, the world’s population is expected to reach 11 billion by 2100. Our impact on the environment will undoubtedly increase exponentially. You may not believe the more extreme doom and gloom forecasts, but thinking people cannot deny the need to plan ahead in order to attempt to maintain quality of life into the future.
There are many aspects to sustainability. While it clearly goes beyond economics, we cannot ignore economics. Here we will focus on use of recycled papers and some facts and myths which surround them.
Some interesting facts:

• About 300 million tons of paper each year is consumed annually worldwide.
• The US consumes about 30% of all paper produced.
• Americans use about 680 pounds of paper per person – over 2 billion trees per year.
• Approximately 1 billion trees worth of paper are thrown away every year in the U.S.
• A ton of recycled paper saves not only trees, but approximately three cubic yards of landfill space.
• Burning the paper made from that average tree, which is what might happen if it weren’t recycled, would release about 88 pounds of carbon dioxide into the atmosphere.
• Paper manufacturing is the third largest user of fossil fuels worldwide…and one of the worst polluters.
• Making one ton of paper emits more than 1.5 tons of CO2e (carbon dioxide equivalent), in addition to consuming other resources, according to the AFPA.
How many trees can we save by using recycled paper? We like answers to be easy, but the real answer is ‘it depends.’ Obviously, trees differ greatly in size, hence how much paper would be produced. Also important is that the amount of pulp in a softwood tree is not the same as a hardwood. Furthermore, paper producing processes vary considerably in efficiency.
One calculation, based on a mixture of softwoods and hardwoods 40 feet tall and 6-8 inches in diameter, is that it would take a rough average of 24 trees to produce a ton of printing and writing paper, using a chemical pulping process.
Let’s look at a semi-myth: There are more trees in America today than there were 70 years ago. While this statement may be true, it fails to consider some pretty important facts.
Using the Douglas Fir forests throughout the Northwest as an example, the average size of a tree 70 years ago might have been 48” in diameter –possibly bigger, today under 20”. Trees harvested primarily for paper pulp are generally 10” and smaller.
Why is this important? A tree 12” in diameter at the base with 32 feet of merchantable wood contains about 100 board feet while a tree 42” in diameter with 64 feet of merchantable wood contains over 2300 board feet.
Of course the 42” tree will be used for lumber, not directly for paper — although the excess or scrap in the milling process could go into paper and might well exceed the quantity coming directly from the 12” tree. One third of raw material going into paper is from wood residue — wood chips and scraps left over after lumber is processed from the tree, about one third is recycled, and that leaves one third from virgin small trees (Some estimates put this number way higher — at closer to 60%).
It should be pretty clear that more trees do not equal more wood! More smaller trees on monoculture tree plantations also are in no way equivalent to larger trees in a diverse ecology in terms of creating wildlife habitat or in processing carbon.
Using recycled paper saves trees/forests, energy, and water. The bottom line is it is right to use as much recycled paper as possible…and to make sure that paper is in turn recycled. We at Cushing would be happy to share what we are doing to help you meet sustainability goals.
Video - Paper Recycling
To begin recycling paper, the wastepaper must be free of contaminants such as food, plastic and metal. Once this clean paper is separated at a recycling center, it is tightly bundled in a bailer and taken to a paper mill to be made into new products. Different grades of recovered paper are used to make various types of recycled paper products like tissue & towel products, corrugated paper, and printing and writing papers. Recovered papers move through a range of steps. First, it is mixed in the Pulper with water and chemicals. The paper is chopped and heated and broken down into fibers. The result is a mixture of mushy pulp. Next the pulp moves onto the screening phase.
During this procedure pulp is pushed through screens to eliminate bits of plastic and glue. The pulp is further cleaned through another step called the spinning process which separates out the remaining contaminants such as staples. Once the paper is cleaned, it goes through a de-inking process to eliminate any ink or sticky glues from the pulp. Color stripping removes dye from colored paper and bleaching is what makes recycled office paper so white. Most recycled papers, unlike their virgin paper counterparts, are whitened with Hydrogen Peroxide or an Oxygenation process—not chlorine. After all of this, the pulp is ready for the paper machine. It can either be used alone to create recycled content paper or blended with alternative fibers such as hemp, kenaf, cotton or other fibers to create tree-free papers. It may also be blended with virgin paper fibers to create a partial recycled content paper. After being blended with water, the pulp is sprayed onto screens and runs through a series of press rollers, followed by heated rollers to dry the paper. The finished paper is wound onto giant rolls, then cut down to smaller rolls or sheets. It is finally shipped to converting plants to be made into different paper products, including bright white recycled office paper
Because paper fibers can be recycled six to twelve times, it is advantageous for it to be collected and re-made into paper again! Approximately 80% of paper mills in the United States use some recovered fiber even in their production of new paper and paper products. So next time you have a choice of which paper to purchase reach for the recycled office paper, in particular the 100% post-consumer paper; and do your part to save the environment.
Video - North Sydney Paper Recycling
Why Buy Recycled Paper and Tree-free Paper
Why Buy Recycled Paper and Tree-free Paper?
You may wonder, “Why buy recycled paper and tree-free paper?” According to the Environmental Protection Agency (EPA), making paper from recycled materials produces 74 percent less air pollution and 35 percent less water pollution. When you ask yourself, “Why buy recycled paper and tree-free paper?” it’s important to realize that using recycled paper helps save valuable natural resources in our forests and reduces the paper waste filling up our already over crowed landfills.
Why buy recycled paper and tree-free paper? Because recycled and tree-free paper work just as well as virgin paper. They’re used in many homes and offices for printing, faxing, copying and other administrative duties. In order for paper to be considered recycled, the government currently requires that it contain at least 30 percent recycled material.
The Benefits of Recycled and Tree-free Paper
When consumers use 100 percent recycled paper, they automatically use less chlorine. Chlorine produces Dioxin, a dangerous chemical that studies show can lead to cancer in people and wildlife. Why buy recycled paper and tree-free paper? Because they can lead to a healthier environment for everyone.
Tree-free Paper Alternatives
The production of tree-free paper is another step toward decreasing deforestation. Tree-free paper is not made from tree fiber. Plant fibers derived from hemp, kenaf, cotton, sugarcane, flax and many other easy to grow agricultural plants may be used instead of trees. Right now tree-free paper is considered the most environmentally friendly paper available.
Reduced Chemicals Mean Reduced Pollutants
Why buy recycled paper and tree-free paper? Since products made from tree-free paper can be made from other plant sources instead of trees, fewer chemical are needed to break down and separate the paper fibers from the plant. They are usually chlorine-free, and some brands are even pesticide-free. Fewer industrial chemicals mean a cleaner environment. Trees can take anywhere from seven to 20 years to grow while it only takes about 10 weeks to grow the plants needed for tree-free paper.
Why Buy Recycled paper and tree-free paper? Environmental Solutions
So when you ask, “Why buy recycled paper and tree-free paper?” One answer to consider is the fact that it significantly cuts down on the depletion of our natural resources and contributing to overfilled landfills, and environmental pollution. Buying recycled and tree-free paper is a big step in the right direction.
WHAT YOU CAN DO TO PROMOTE ENVIRONMENTAL PAPERS
What can you as an individual do to promote environmental papers? Plenty! Here are some examples:
• Buy recycled copy paper. For printing and copying needs, buy recycled paper. Look for high levels of post-consumer content (at least 30%). Talk to your coworkers and see if you can get your office to switch to recycled paper as well! Check back soon for a toolkit to help you through the process of implementing change in the workplace.
• Switch to recycled content tissue paper. It is especially important to purchase recycled content tissues and toilet paper since none of these products are recycled again after use. Recycled tissue paper is made from other paper products like office paper, and the use of the fibers in tissue is the last time those fibers will be used. More information.
• Buy recycled when purchasing school supplies for kids. Calendars, notebooks, folders, and nearly all other school supplies are available with recycled content. Talk with your children about why it is important to buy recycled. More information.
• Ask the magazines you subscribe to if they are printing on recycled paper. Include a note with your next bill payment or send a note separately. Be persistent. Send a note to the catalogs you receive, too.
• Include a note with your credit card, utility, and loan bill payments asking if they are printing on recycled paper. Every person who tells them about recycled paper is helping to push for change. If enough people are vocal, change will happen.
• Ask your bank if they are using recycled paper. Bank statements, receipts, and forms can all be printed on recycled paper. Talk with your bank about how you can help support them switching to recycled.
• Check with your kid's school about use of environmental papers. There are many ways to increase the use of environmental paper in schools, including switching office use, departmental use, and janitorial supplies. A toolkit to help you identify and implement changes is coming soon!
• Ask your local newspaper if they are printing on recycled paper. Newspapers use a huge amount of paper, and printing on recycled paper together with good collection systems for old newspapers can reduce unnecessary waste.
• Talk with your place of worship or other spiritual center about paper usage. Many spiritual leaders are beginning to talk about the need for individuals to be responsible consumers. Help nurture this trend.
• Talk with your local recycling program to ensure that they are supporting good paper collection practices.
• Explore Conservatree's website, and get educated about the issues and talk with your family and friends. Keep your social network informed about paper issues and work with everyone to improve consumption practices
Video - The Paper Round Journey
YOUR ROLE AS CONSUMER

SOURCE REDUCTION
Recycling addresses "how" a product may be produced in a more environmentally sound process than its virgin counterpart. But it is not designed to answer the even more important question, "Why?" Source reduction, or waste prevention, should come before any purchase. Buyers should rethink, Why is the product needed? Are there ways to eliminate the need for this product? Could better use of computers, or double-sided copying, or two-way envelopes meet the need instead without requiring a purchase? Reducing resource demand at the source is the foremost conserver of resources because it doesn't require them at all.
Putting source reduction together with recycling, or asking Why and then How, is a more powerful combination for environmental soundness than either alone. There are dozens of ways buyers can reduce their paper use and yet not threaten the quality of their enterprise.
For example, Alameda County (in the San Francisco Bay Area) eliminated the cost of printing new letterhead by switching to the use of templates in its word processing program. Now staff simply type their letters and memos on the appropriate computer template and print them out with an always-up-to-date letterhead design, which can be customized for every office. Federal Express (Memphis, TN) reduced paper use, inventory, warehouse and handling costs by using a two-way envelope rather than an outbound and return envelope for its millions of bills a year. Many Pacific Gas & Electric Company (northern California) offices programmed their copiers to default to double-sided copying and save substantially on paper costs. Users can manually choose single-sided copying if they truly need that option.
A number of state and local governments now offer reports on disk to users who welcome that alternative rather than stacks of printed paper. Some courts around the country are now requiring double-sided copying for briefs filed in their systems. And all sorts of offices are reusing paper by printing internal drafts on the blank side of no-longer-needed copies, or cutting up used paper for note and telephone message pads.
HOW TO BUY

Of course, source reduction doesn't eliminate the need for paper. It simply ensures that paper purchases are the most efficient and effective way to meet a specific need. The choices you make as buyer affect the choices that paper mills eventually make as investors in new technology and processes. So how does a buyer make the most environmentally sound choice?
First of all, consider the decision points outlined here and then choose the best combination of paper contents that respond to your environmental concerns, balanced by your economic realities. Choose paper whenever possible that is bleached by TCF or PCF processes. And buy real recycled paper. Knowing the paper's recycled content is crucial to choosing the most environmentally sound recycled papers. To do that, one must rely on definitions, standards, and labeling.
DEFINITIONS

Clear, strong definitions in specifications are essential to be sure you get what you expect. Define the terms you use in bids, contracts, and phone quotes. You also need to know what others mean by the terms they use. Because there is not absolute agreement on recycling terms, others may use the same terms that you do, but have a different meaning. Ask for their definition and, if it's still not clear, ask for examples of materials that qualify under their definition. Distributors may not know the specific types of recycled content in a paper or may be under misconceptions themselves. To be certain, go to the manufacturer and, if necessary, have specifics written on company letterhead.
Among the most critical definitions are:
• Postconsumer material/fiber: Those end products generated by consumers that have been separated or diverted from the solid waste stream.
• Consumer: Any person, government agency or other entity which uses goods for its own needs, and not for resale or for manufacture of other goods.
• Recovered material/fiber: Paper materials, excluding mill broke, that have been separated, diverted, or removed from the solid waste stream for the purpose of use, reuse or recycling.
• Totally chlorine free (TCF): Virgin paper that is unbleached or processed with a sequence that includes no chlorine or chlorine derivatives.
• Processed chlorine free (PCF): Recycled paper in which the recycled content is unbleached or bleached without chlorine or chlorine derivatives. Any virgin material portion of the paper must be TCF. Must contain at least 30% postconsumer content.
These definitions and many more are discussed in greater detail in Recycled Content Definitions and Chlorine Free Paper Terms.
STANDARDS

The percentage of recycled content, particularly postconsumer content, in a paper makes the difference between one that "gets by" as recycled and one that truly fulfills its potential for environmental conservation. The White House issued an Executive Order in 1993 that decreed, along with a subsequent amendment, that the federal government will buy recycled printing and writing paper with a minimum of 20% postconsumer content, increasing to 30% in 1999. Many federal agencies, including its purchasing agency, the General Services Administration (GSA), as well as the Government Printing Office (GPO) seriously lagged in implementing the mandatory order. Nevertheless, many states, businesses and organizations joined the federal government in adopting the 20% standard.
The level of 20% was originally chosen to encourage supermills, which make most of the virgin copy and offset papers, to get into recycling. If recycled paper were made on the same size paper machines, it would benefit from the same economies of scale and prices would fall.
But 20% is a very low recycled content. The other 80% of the paper can be virgin fiber. Many printing and writing papers are produced with higher postconsumer contents, some up to 100%. It is important for buyers to encourage mills to keep increasing the amount of postconsumer contents in their papers, rather than settling for 20%. While the Executive Order does provide for the standards to rise to 30% by 1999, it does not reward recycled papers that do better.
The postconsumer content "floor" is not supposed to become a "ceiling." Rather, it is important to reward mills that expand the capacity for fine papers to use recycled content. A recovered paper requirement, in addition to a postconsumer floor (such as 50 recovered/20 postconsumer), can encourage mills to include more postconsumer content when preconsumer material becomes more scarce. It does not require preconsumer material to meet its standard (all 50% can be postconsumer) but allows mills to choose what kind of recycled content to include for the portion beyond the minimum postconsumer requirements. This can effectively increase the overall consumption of postconsumer material, while giving mills flexibility.
ENVIRONMENTAL LABELING

Without accurate labeling of recycled content, consumers don't know whether the paper they're buying contains postconsumer content from curbside or office collection programs or is simply made from paper mill scraps. Unfortunately, the Federal Trade Commission (FTC), which regulates deceptive advertising, has not been very helpful on this issue. It did issue guidelines in 1993 which eliminated the most egregious misuse of the term "recycled." But it still does not require that manufacturers include postconsumer content in products labeled as "recycled" or even list the contents that are in the product.
The chasing arrows recycling symbol was designed by a University of California student, Gary Anderson, in a national competition for the Recycled Paperboard Division of the American Paper Institute (now the American Forest & Paper Association, AF&PA). It was adopted in 1970 as a public relations tool for the paperboard industry, which had a long history of using recycled paper. This symbol is in the public domain, which means that anyone can use it. In recent years, the symbol has been used on some labels to mean recycled content and on others to mean "recyclable." (Since for many products and packages there may be no collection systems available in some parts of the country, the designation as "recyclable" may be meaningless at best, if not deceptive.) AF&PA recommends that labels using the chasing-arrows symbol to indicate "recycled" always carry an indication of the recycled content next to it, but not all labels do that. Without a specific statement of recovered and postconsumer content, there is no guarantee that paper products displaying the symbol contain any recycled content at all.
DESIGN FOR RECYCLABILITY

Business and government purchasers drive the environmentally sound paper system by specifying recycled, tree-free and chlorine-free papers. This, in turn, encourages paper mills to invest in the technology to provide those papers.
In order to produce high quality recycled papers, mills must receive good quality scrap paper to recycle. Purchasers affect the quality of the recovered paper system, as well, by their specifications and applications.
For example, choose papers that are compatible with your recycling collection system so that when consumers are finished with them, they will be able to recycle them. Virtually all paper is technically recyclable, but not all deinking facilities are set up to take all kinds of paper. Therefore, the types of paper acceptable in your recycling system will vary by geographic location and the local recyclers' end-users.
Some office collection systems do not accept groundwood papers. Others cannot take goldenrod colored paper. Some papers are virtually unrecyclable in any system, particularly papers with ultraviolet coatings, fluorescent ink, and metallic coatings like holograms.
In addition, a few of the older deinking facilities, designed to deal with printed material, still have problems with plastic toners and, as a result, papers with laser and copier toners on them may not be considered desirable for recycling in some areas.
Coated papers, which can be up to 50% non-paper material (usually a polished clay surface layer) are recyclable, but not many facilities currently accept them. This is usually not due to technical problems but rather because the fiber yield from coated papers is so low. However, the newer newsprint deinking facilities actually require a mix of 30% coated papers and 70% newsprint. (The clay assists in the deinking process.)
The biggest problem deinking facilities have with paper collected from curbside and office collection programs is contamination and lack of proper sorting. Contaminants, like plastic windows in envelopes, glues, labels and other non-paper materials, make deinking much more difficult. If the level of contamination is too high, the paper cannot be reused at all.
In addition, in order to deink paper, it must be sorted into relatively homogeneous categories. Mills don't accept newsprint mixed with white paper, brown bags with coated paper, or packaging with printing and writing paper. Collection programs can handle this problem in one of two ways. Either the collection program is set up to keep the various kinds of paper separate, or the material is collected and then sorted. The most economic, and efficient, method is to "source-separate" before collection.
CHOOSE THE RIGHT INK

Writing inks have been around for almost 4,500 years. The first inks, made with lampblack (soot), a binder and water, appeared in Egypt and China around 2,500 B.C. With the advent of metal type in the Middle Ages, a new oil-based ink was developed. The first colored inks didn't show up until the printing of the Mainz Psalter in 1457 in Germany, when blues and reds were first used. The use of colored inks was not widespread until the 19th century, due primarily to a shortage of raw materials for pigment.
Inks have three major elements: pigment, vehicle and binder. The pigment carries the color, the vehicle (or base) is a liquid that holds the pigment and allows it to be applied, and the binder attaches the pigment to the paper or object being printed. Most environmental problems stem from the pigment, which often contains heavy metals, and the vehicle, which often uses petroleum.
The majority of all commercial inks use petroleum, a non-renewable resource, as a vehicle. Vegetable oil-based inks such as soybean, linseed, corn, cottonseed, canola, China wood and rosin are widely available and more environmentally sound, as well as easier to deink. Ask for vegetable-based inks and be sure that the one used has a high percentage of vegetable oil. Some replace only a small percentage of the petroleum and are little better than the petroleum-based inks.
Environmentally toxic metals are commonly used to make pigments. Fluorescent and metallic inks are almost always made with these metal pigments and should be avoided. But many traditional colors contain metal compounds, too. Environmentally conscious printers and customers can greatly reduce their toxicity by using environmentally benign pigments. Using more benign pigments makes the deinking process less problematic, too, by keeping potentially toxic metals out of the system.
INDIVIDUAL CONSUMERS

This Green Paper has focused primarily on the role played by major paper purchasers and policymakers on continuing to create the demand for environmentally sound papers. But individuals, too, can have an impact. Organization staff members and even the general public can add to the pressure for more environmentally sound papers by implementing the following recommendations for influencing the largest paper users:
• Magazines and Newsletters: Threaten to cancel subscriptions to publications not printed on environmentally sound paper (ESP). On average, a magazine (e.g. Newsweek) weighing eight ounces will cost just four cents per copy more to print on ESP. If only 5% of subscribers (threaten to) drop their subscriptions because the publication is not printed on ESP, publishers would find it more profitable to switch to recycled paper.
• Catalogs: Buy products only from catalogs printed on ESP. If an average catalog costs four cents per copy more to print, and catalog producers average $2 in gross profit per copy, buyers would create an incentive to print the catalog on recycled paper if just 5% of their purchasers switched to companies promoting their products on ESP.
• Direct Mail Solicitations: Contribute only to organizations that use ESP. Even if ESP is 10% more expensive than virgin paper, it would add only $2 per thousand to the cost of a typical direct mail package. If just 2% of those who would normally respond (or 1/100 of 1% of those mailed to) withheld their contribution, it would be beneficial for the organization to use ESP!
• Print Shops: Frequent print shops that offer ESP at no additional cost. Even if the print shop pays 10% more for ESP, the extra cost per copy should be only 4/100 of one cent! Some quick print chains already charge no extra premium for printing on ESP.
WHAT'S NEXT?

We are at a fortunate time in the development of environmentally sound papers. Several new high grade deinking pulp mills have opened or are in the development process, enlarging the potential for recycled paper production. Technological breakthroughs have solved problems with processing many contaminants such as toners. Several producers and distributors are strongly dedicated to providing kenaf and hemp papers. One U.S. kraft pulp mill is producing TCF virgin market pulp, and several mills and distributors are providing TCF or PCF papers. In addition, paper mills have dramatically reduced the amounts of water and energy they use and the pollution they produce compared to even fifteen years ago.
But there is still much more to do. We cannot stress enough that purchasing agents are the key to making the shift from a 19th-century industrial development/environment-be-damned model of papermaking to a resource-conservative, minimal-impact 21st-century system.
Among the next steps are:
• Source reduction (waste prevention) must become the first focus in all procurement decisions.
• Buyers, specifiers and advocates must keep up the demand for recycled paper with high postconsumer content so that mills will continue to invest to produce the paper.
• The Federal Trade Commission should redefine "recycled" in its environmental labeling guidelines to specify inclusion of postconsumer content and should require a listing of the recovered and postconsumer content on each label.
• Businesses and corporations should make recycled paper the paper of choice for all uses.
• Publishers and direct mail houses should use recycled paper for all their needs as a matter of course. Many of them are in a position to have recycled papers custom-created for their needs, thereby making new papers available to the whole marketplace as well.
• Federal agencies should get serious about implementing the Executive Order's mandates. They should be using and stocking only recycled paper that meets the Executive Order's minimums.
• EPA should require TCF as Best Available Technology in its cluster rules and give strong incentives to converting to closed-loop systems.
• All new paper mills should incorporate TCF technology.
• New pulp mills, and old mills as they are re-tooled, should include structures which allow them to incorporate tree-free fibers.
• Some mills, whether new or converted, should be dedicated to pulp tree-free and agricultural residue fibers.
• Production mills should develop papermaking processes that replace some of the wood-pulp in their papers with tree-free and recycled contents.
• Industrial hemp should be decriminalized so it can be grown in the U.S. as a commercial crop.
• Large, traditional distributors should stock tree-free and chlorine-free papers so that they become more available.
• Corporations should commit to buying at least a small percentage of their paper as tree-free each year.
• Federal and state tax and subsidy systems should be revised to favor resource conservation and environmental quality and sustainability, rather than resource depletion.
CONCLUSION

Paul Hawken, in his book The Ecology of Commerce, quotes from the futurist Willis Harmon, "Business has become, in the last century, the most powerful institution on the planet. The dominant institution in any society needs to take responsibility for the whole. Every decision that is made, every action taken has to be viewed in the light of, in the context of, that kind of responsibility." Hawken follows that up with, "Business is the only mechanism on the planet today powerful enough to produce the changes necessary to reverse global environmental and social degradation. Doing that will depend in large part on the willingness of customers to change what they buy, how they buy, and from whom they buy their products and services."
All of us have responsibility for shaping the future. Our consumption choices form a significant part of that responsibility. Paper is one of the most ubiquitous purchases in our economy. Choices in buying something so simple can mean so much for our own quality of life and for future generations.

WHEN WAS PAPER GOOD AND WHEN WASN'T IT
Understanding how paper was manufactured over the last few hundred years is important. Knowing what type of paper was in common use when a document, photograph or book was produced will tell us how prone it is to decay. This gives us the information we need to take the proper steps to preserve the item. What I’ve compiled is a chronology of paper making in the United States and what we can expect from their chemical makeup.
1690: The first American paper mill established in Germantown, PA. This paper was hand made and exhibits “chain-lines.” These are a byproduct of the process where macerated rags, mostly cotton or linen, have a wire frame dipped into a watery slush. The mat of fibers are then allowed to settle and dry. These lines can be observed by holding the paper to the light. This type of paper is very low in acid and resilient. Being fairly expensive it was used mainly in the printing of small press editions.
1795: First use of wove paper in an American book. Wove paper shows no chain-lines because it was made on a wire mold which were woven like textiles resulting in smoother paper. The first wove papers were often referred to as vellum papers because of their silky surface. Pamphlets, broadsides, manuscripts, letters and books were all generally printed on wove paper as a standard after 1800. Though the manufacturing technique changed the rag content of this paper still resulted in a durable low acid paper that is resistant to decay.
1817: First machine made paper in American at Brandywine, DE. Machine made paper is more uniform in thickness and lacks the uneven edges of handmade paper. It is however weaker and more prone to tearing. Machine made paper is made on a continuous wire molds Making it difficult to tell apart from handmade wove paper. The dating of your document will give you an idea if the paper is machine or hand made. Though much more susceptible to physical damage this low acid paper was not prone to chemical decay.
1852: First coated stock paper in America: This is useful in dating some types of documents from the era such as trade or business cards and the covers of some pamphlets. The paper was coated with China clay to produce a glossy surface. Any document of this type would date from this time or later.
1854: First American wood pulp paper; made in Buffalo, NY. Wood pulp paper is made of much shorter fibers than the previously used rag paper. This combined with the use of machine manufacture results in paper that tears easily. The use of wood pulp provides lignin that contributes to acidic decay. This paper type was not widely used until after the Civil War.
1861 - 1865: During the American Civil War most paper, including news papers, were still made from rag paper. Documents, Books and other printed materials from this period tend to be in good condition due to their low acid content.
1882: First sulfite process wood pulp paper made on commercial scale. By this time most newspapers and other mass market publications were being printed on this type of paper. This paper began to be used more extensively in the years after the Civil War. The use of this wood pulp process made the manufacture of paper much less expensive however the technique resulted in acidic paper that is inherently unstable and susceptible to rapid deterioration.
1885: Development of Chemical and Ground Wood Pulp Papers. The chemical paper making technique uses either soda, sulfite or sulfate additives in their manufacture. Chemical wood pulp paper is used today in printer and notebook papers, as well as in Kraft and Manila papers and boards. The Ground wood pulp method resulted in a high lignin content adding to the paper’s acidity and tendency to yellow. This paper was used until the 1990s for newsprint and pulp novels.
1942-1945: During and immediately after World War II, in an attempt to conserve resources, publishers made books smaller and used very inexpensive and highly acidic paper. Many publications and documents from this period are prone to a very high rate of decay.
1965: Reintroduction of acid free and low lignin paper manufacturing. Though this technique slowly gained acceptance it was not widely used until decades later.
1990: The manufacture of paper changed dramatically during this period. Concerns over environmental contamination from paper making waste resulted in a dramatic reduction in acidic content. Paper made since this time has an extended life expectancy and is not prone to rapid chemical decay.
What should you take away from this review of the paper making literature? The central point I think is that paper used for just about every purpose between 1850 and 1990 contains varying, though high, amounts of acid and are very susceptible to decay and yellowing. This decay is made all the more rapid by exposing the paper to: moisture, sunlight, and air pollution. It is unfortunate that the bulk of our Family History documentation is probably recorded on this type of paper. We need to tailor our storage methods to counteract and isolate important papers from the negative effects of our modern environment

Rainbow Papers
{Share Performance}
1-yr fair value for Rainbow Papers at Rs 246: CRISIL
Source: IRIS (10-AUG-10)
CRISIL Equities has assigned a CRISIL IER fundamental grade of 3/5 (pronounced three on five) to Rainbow Papers (Rainbow). The grade indicates that the company`s fundamentals are `good` relative to other listed equity securities in India.
CRISIL Equities has assigned a valuation grade of 4/5, indicating that the market price of Rs 220 (closing price as on Aug. 6, 2010) has an `upside` from the current levels. CRISIL Equities has arrived at a one-year fair value of Rs 246 a share.
The grades are not a recommendation to buy, sell or hold the graded instrument, or a comment on the graded instrument`s future market price or its suitability for a particular investor.
The assigned fundamental grade reflects Rainbow`s established position in the domestic paper industry. Post completion of the first phase of the expansion plan in FY10, Rainbow`s capacity has almost doubled to 183,000 tpa from 100,000 tpa. After the completion of its second phase in Q1FY12, the company will become the sixth largest paper manufacturer in India with an installed capacity of 303,000 tpa, i.e. about 3% of the total industry capacity.
CRISIL Equities expects the company to leverage its network strength of 35 dealers to sell increased production from expanded capacity. CRISIL Research expects the domestic paper industry to log a healthy growth rate of 7.4% over FY10E-FY14, which would support Rainbow`s growth. Concurrently, Rainbow has changed its product mix to produce more high-value writing and printing, and newsprint paper, which is expected to increase its realizations.
The grade is constrained by Rainbow`s increasing reliance on imported waste paper (raw material), which exposes the company to adverse movements in international waste paper prices. The company is also expected to face stiff competition from imports as it forays into the coated paper and glazed newsprint market.
Financial outlook: CRISIL Equities expects Rainbow`s revenues to register a strong growth of 46% over FY10-13 to Rs 8.3 billion in FY13 on the back of increased capacity. EBITDA margins are expected to be range-bound at 23-24% but at higher realizations because of a change in the product mix, resulting in higher profits over FY11-FY13. Net margins are expected to improve to 12.5% in FY13 from 8.8% in FY10 because of lower tax provisioning due to higher capitalization of assets. It expects EPS to jump to Rs 49.1 in FY12 from Rs 13.5 in FY10 and further to Rs 59.0 in FY13. RoE is expected to increase to 26.2% in FY13 from 15.5% in FY10 as the company realizes the benefits of expanded capacity.
Valuation grade 4/5 - The market price has `upside` from the current levels: CRISIL Equities has used the price-to-earnings ratio (PER) method to value Rainbow. It has assigned a PER of 5x to FY12 EPS of Rs 49.1 to arrive at a one-year fair value of Rs 246 a share.
Shares of the Rainbow gained Rs 3.3, or 1.42%, to trade at Rs 235.30. The total volume of shares traded was 163,775 at the BSE (1.14 p.m., Tuesday).
Quaterly Result
Balance Sheet 


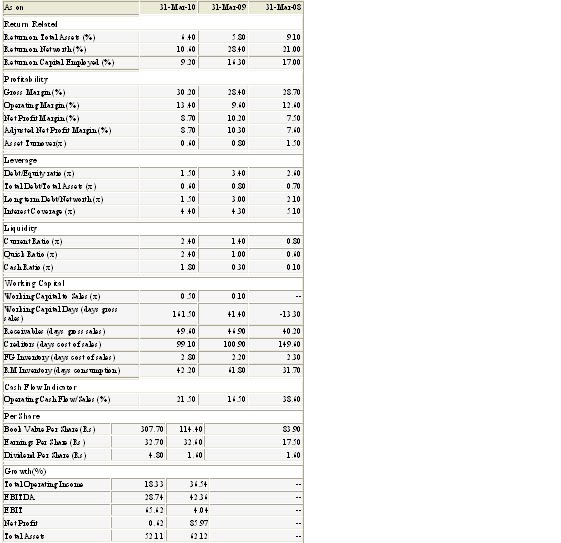
Ratio Analysis
NEXT ISSUE 

Waste Water Treatment

No comments:
Post a Comment